

Zalety technologii FDM:
-
własności elastyczne bliskie materiałom docelowym stosowanym w przetwórstwie tworzyw sztucznych
-
wysoka udarność drukowanych elementów
-
wiele nowych aplikacji, dzięki innowacyjnemu oprogramowaniu CAM – Insight
-
szybkie tempo budowania pojedynczych detali i małe straty materiałowe
-
rozpuszczalny materiał podporowy
-
wysokowytrzymałe materiały odporne na temperaturę z klasą niepalności
-
wysoka dokładność wymiarowa nawet dla elementów o dużych wymiarach, powyżej 500 mm rzędu +/-0,15 do +/-0,3 mm, w zależności od geometrii oraz sposobu jego ułożenia w komorze roboczej
-
łatwy postprocesing
Różnice między technologią FDM a jej pochodnymi :
-
dużo wyższe temperatury ekstruzji dzięki czemu tempo pracy maszyn FDM jest dużo większe niż maszyn FFF
-
ogrzewana termostatowana komora robocza o ściśle określonej cyrkulacji powietrza
-
stacja serwisowa do oczyszczania ekstrudera i usuwania zdegradowanego materiału
-
podwójny układ ekstruzji – po jednym układzie plastyfikującym dla materiału modelowego i suportowego
-
materiał ze specjalnymi dodatkami, obniżającymi procentowy skurcz termiczny, dzięki czemu w technologii FDM można uzyskać dużo wyższą stabilność kształtu oraz dokładność wymiarową
-
specjalnie osuszane oraz hermetyzowane kartridże z materiałem modelowym
-
zaawansowane opcje sterowania parametrami ścieżki nanoszonego materiału dla różnych celów aplikacyjnych
-
konstrukcja maszyn przewidziana do ciągłej pracy i optymalizacji dla uzyskania powtarzalnych własności mechanicznych budowanych detali oraz stałej dokładności wymiarowej


Zalety SLA
-
duża dokładność drukowanych geometrii
-
możliwość budowania bardzo cienkich ścianek
-
szeroka gama materiałów imitujących termoplasty
-
możliwość drukowania elementów przezroczystych lub półprzezroczystych
-
możliwość klejenia kilku modeli z wykorzystaniem tej samej żywicy, utwardzanej światłem UV.
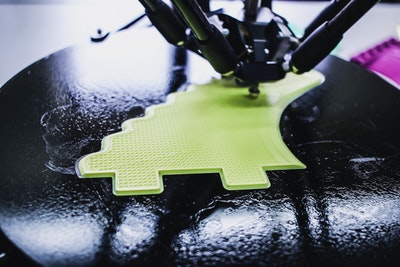
FDM : Fused Deposition Modeling
Maszyny pracujące w technologii FDM, zajmują się wytwarzaniem detali za pomocą nanoszenia roztopionego filamentu tworzywa sztucznego warstwa po warstwie, spajając je w ten sposób z poprzednimi warstwami elementu, aż do uzyskania pełnej wysokości modelu. Struktury podporowe budowane są z oddzielnego układu plastyfikującego, czyli ekstrudera i mogą być rozpuszczalne lub odłamywane w stosunku od zastosowanego tworzywa. Podobnie jak w technologii SLS, w maszynach FDM proces druku 3D również odbywa się w wysokiej temperaturze, tak by minimalizować skurcz liniowy materiału oraz idące za nim odkształcenia.

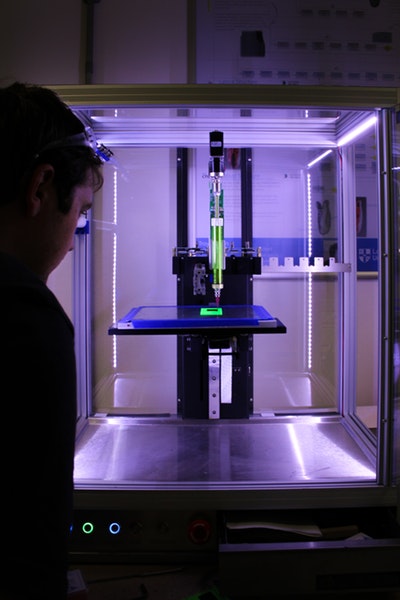
SLA stereoligrafia nazywana matką druku
Budowa modelu przestrzennego polega na polimeryzacji (fotoutwardzaniu) ciekłej żywicy wiązką lasera. Żywica znajduje się w zbiorniku, do którego zanurza się platforma (stół roboczy), do którego przywiera pierwsza warstwa utwardzonej żywicy, będąca podstawą drukowanego modelu. Następnie model unosi się, a tzw. zgarniacz nanosi i wyrównuje kolejną warstwę żywicy. Platforma zanurza się w niej ponownie, jednakże opuszcza się na wysokość zadanej warstwy. Proces się powtarza i wiązka lasera utwardza kolejną warstwę modelu.
© Copyright 2019 TiM design. Wszelkie prawa zastrzeżone.
Bratuszyn 1
62-720 Bratuszyn
NIP: 6699984874
chcesz otrzymywać powiadomienia o nowościach ?



